
先进制造技术最新进展 |
哈尔滨工业大学教授 袁哲俊 |
一、我国机械制造工业面临的形势 |
近年高新技术获得飞跃的发展,这一方面使机械制造工业采用了新技术,提高了机械制造的技术水平,同时,由于高新技术和国防工业发展的需要,促进了机械工业技术水平的迅速提高。 近年来我国机械工业获得迅速发展,现在中国已是一个制造大国:中国已能生产电脑,DVD,半导体,各种家电和电信设备等精密产品,并且价格低廉。2003年,统计中国生产了世界上29%的彩色电视机,世界上24%的洗衣机,16%的电冰箱,50%以上的空调机,70%的玩具,55%的照相机,30%的微波炉,42%的显示器,75%的钟表,50%缝纫机,83%的小型拖拉机,40%的自行车,44%的摩托车。收录机年产量2.4亿台,占全球份额的70%,DVD机2000万台,占70%,电话机9600万台,占50%以上,微特电机30亿台,占60%,一次性电池170亿只,占40%,人造金刚石微粉10亿克拉,占60%以上。中国生产的这些机电产品,已经销售到世界各国。我国汽车工业发展迅速,自1992年实施扩大开放政策以来,保持平均15%以上的年增长率。2002年和2003年的产量达到325.1万辆和444.39万辆。 中国制造业规模已达世界第四位,仅次于美国、日本和德国。在钢铁、水泥、化纤、化肥、电视机、摩托车等年产量都是世界第一。但制造业大而不强,是制造大国而不是制造强国。例如钢铁(年产量超过2亿吨),我们大量出口低价钢材而进口高附加值的合金钢。机床也是出口亷价的简单机床,而进口昂贵的数控和精密机床。中国制造业的劳动生产率,仅是美国的1/25,日本的1/26。中国很多机械产品价虽亷,而质量也低,突出的例子,如钻头,价格是国外的1/10,而寿命也是国外的1/10。在世界企业的500强中,中国的制造业仅有两家。 但中国不仅不是一个制造强国, 而且是一个制造水平很低的国家。只是由于中国劳动力工资很低,因而在中国大量生产的只是劳动密集型产品(很多还是外国品牌)。而高水平高质量的产品,如精密和数控机床,飞机,汽车,精密仪器,精密微电子设备,还都需要大量进口, 一些重要精密尖端产品还自己不能生产,受制于外国。 现在世界制造工业竞争极为激烈,我们需要尽快努力,使中国早日真正成为一个制造强国。近年来制造技术发展迅速,大量新技术被应用到制造业中,先进制造技术发展极为迅速。 |
中国制造工业存在的问题: |
| 1.机械工业产品落后,国外已是新的机电一体化产品,并且产品不断更新,而我国生产的往往是老的产品,产品更新很慢,而且很多高水平高质量的产品还不能制造。如精密机床和数控机床,飞机,汽车,精密仪器,精密微电子设备,还都需要大量进口, 一些重要精密尖端产品自己不能生产,受制于外国。 2.不掌握产品核心技术,引进的机电产品很多使用外国的专利(很多还是外国品牌),核心技术没有自己的知识产权,不仅要交专利费,并且不能修攺改进。 3.机床装备数量虽多,但构成比十分落后。据2002年统计,我国机床拥有量383万台,居世界第一,但其中属于国际先进水平的仅占1.5%,属国内先进水平的也只占9%,设备总体构成比十分落后 4.制造技术落后:制造技术工艺落后,加工棈度低,工作效率和生产效率低。生产周期长,新产品试制周期长,流动资金占用多。 5.管理落后,非生产人员比例大。以机床工业为例,1996年我国机床工业员工共36.9万人,工业结构调整后, 现今约20万人, 仍居世界第一(美国5.8万人,德国7万人,日本4万人),机床工业员工人数虽多,但机床产量、产值、质量均远远落后于美、日、德等发达国家。据统计我国机械制造业的人均产值仅为美国的1/25,日本的1/26。 6.研究费用及人力投入少,技术创新少。 |
现在世界制造工业竞争极为激烈,当前我们的任务应尽快努力,使中国早日从制造大国变成为一个真正制造强国。为此必须 1.研制并发展先进的高水平的产品,机电一体化的新产品。 2.使用先进的制造技术,近年来制造技术发展迅速,大量新技术被应用到制造业中,先进制造技术发展极为迅速,提高加工产品质量,提高加工效率。 3.采用先进的管理技术 4.从思想上重视技术创新,掌握核心技术。 近年来机械工业技术水平提高迅速, 竞争剧烈。我们面临的形势是是严峻的,亟需积极努力,加速发展先进制造技术,提高我国机械制造工业的技术水平。只有提高机械工业技术水平,才有可能将我国从一个制造大国转变成一个制造强国。下面简单介绍先进制造技术的几个主要方面的发展情况。 |
二、 高速切削技术的发展 |
| 金属切削加工作为制造技术中最主要的工艺技术,决定着制造业中零件的加工效率、精度、质量和成本。即使到下个世纪切削加工仍将是机械制造业最基本最大量的工艺技术,必须给予充分重视。 高速切削技术经过半个世纪的探索和研究,进入二十世纪90年代以后,各工业发达国家已在生产中开始应用,明显的提高切削效率,受到极大的重视高速切削技术的实现,涉及高速机床、刀具、切削工艺、数控技术、切削动力学等多项技术。 |
2.1高速切削的速度定义 |
| 高速切削速度不能简单地用某一切削速度数值来定义,不同的切削条件,具有不同的高速切削速度范围。不同的工件材料的大致高速切削速度范围如图1所示。高速铣削钢时,切削速度的下限是500-800m/min,高速铣削铝合金时,切削速度的下限是3000-5500m/min。 |
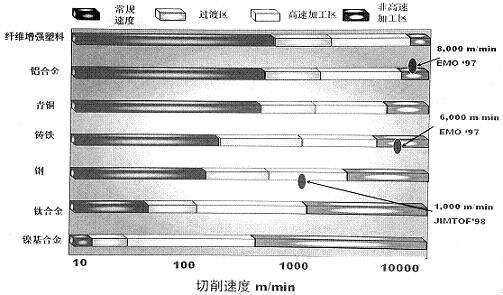 |
图1 高速切削速度定义 |
2.2高速切削的主要优点 |
1.随切削速度提高,材料切除效率增加,大幅度提高加工教率,降低加工成本。 2.切削速度提高,切削力随之减少,平均切削力可下降30%。这对降低高转速主轴的功耗有明显影响,并有利于低刚性和薄壁零件的加工。 3.高速切削平时采用小切深,大进给,并且切削力降低,使加工表面质量明显提高,并有利于低刚性零件的加工。 4.高速切削大量的切削热随切屑排出,大致在90%以上,加工工件的温升小,有利于降低工件的热变形和减小加工的残留内应力。 5.从切削动力学分析,机床转速提高,使切削系统的工作频率远高于机床的低阶固有频率,这有利于降低加工表面粗糙度。 6.高速切削可代替磨削用于淬硬工件的粗加工和半精加工,不仅明显提高加工效率,而且不用切削液,有利于环境保护。 |
| 高速切削已用于加工多种不同零件,图2是几种加工零件实例,可看到多种不同材料的复杂結抅零件,包含自由曲面的零件等,都已可用高速切削技术加工。航空工业中的大型铝合金机架,使用高速铣削,提高加工效率,效果特别明显。 |
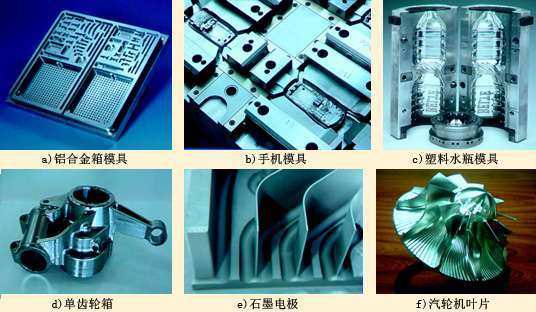 |
图2 高速切削加工零件实例 |
2.3高速切削对机床的要求 |
| 高速切削机床成为高速切削机床发展的首要条件。高速切削对机床有很高的要求,是高技术机床。高速切削机床主轴要求很高的转速,很高的进给速度和加速度,机床结构应有很高的静、动刚度和优良的力学性能。高速切削机床相当大部分是多轴联动数控机床,同时又常是精密机床,,不仅可减少切削工时,并可减少后续的精加工,效益十分明显。 高速主轴是高速切削机床的最核心部件,近年来高精度陶瓷轴承和新润滑技术的应用,使高速主轴的转速从前几年的15000~30000r/min又提高到最新的30000~45000r/min。现高速主轴,多数采用内置式电机,精密陶瓷轴承,油气润滑,内部循环冷却,密封结构。图3 所示是一种典型高速主轴結构。 |
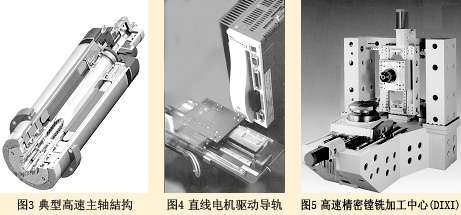 |
| 高速切削时要求甚高的进给速度和加速度,传统滾珠丝杠驱动已不能满足要求。现在多数高速切削机床采用直线电机驱动导轨,进给速度甚至高达80-120m/min。图4所示是直线电机驱动导轨。 高速切削机床现在相当大部分是多轴联动数控机床或加工中心,同时又常是精密机床,可以加工出非常复杂和精密的零件,大大节省加时间。瑞士DIXI公司以生产精密卧式坐标镗床而闻名于世,现在也已攺生产多坐标数控联动高速卧式精密加工中心。图5所示为DIXI公司的DHP40型高速棈密卧式镗铣加工中心,其主轴最高转速为24000r/min. 高速切削机床的结构都应有很高的静、动刚度和优良的力学性能。 |
| 2.4高速切削对刀具的要求 |
| 高速切削对刀具有极严的要求: 1.使用优质刀具材料 高速切削的刀具必须使用优质硬质合金、涂层刀具,超硬材料刀具,如陶瓷刀具,CBN刀具或金刚石刀具等,以保证刀具有较长的切削寿命。 2.刀柄結抅 高速切削的刀具在甚高转速下工作,原来的7:24锥柄接触不可靠,如图6所示,锥面很难良好接触。高速切削的刀具现在常采用短锥柄,要求定位锥面和端面同时接触,以获得很高的接触刚度和精度。图7所示是这种高速切削用的HSK40刀柄系列。 3.高速切削的刀柄結构必须能保证快速换刀,快速换刀时间现在一般仅为数秒钟。 4.高速切削的刀具使用前必须经过精密动平衡,以免工作时发生振动。 |
 |
| 2.5高速切削对控制系统的要求 |
| 高速切削的控制系统,要求有高速大容量的数据计算处理能力。高速运动部件的惯性很大,在启动加速和减速停止时,都有很大的加速度,要求控制系统有很强的快速控制性能。在加工时, 如作曲线轨迹运动, 将产生很大的向心加速度,可能达到4~6m/sec2。因此在加工拐角和圆弧时,运动部件的惯性将影响运动精度,编程控制系统必须加以修正。 |
| 2.6高速切削对安全和环保的要求 |
| 高速切削时,刀具转速甚高,切屑以极高速度飞出,必须有安全防护装置。高速切削时,一般不使用切削液,有利于环境保护。 |
三、刀具材料和涂层技术的发展 |
| 3.1硬质合金刀具材料的进展 |
| 现在硬质合金已成为主要刀具材料,近年来硬质合金刀具材料有很大发展提高,细颗粒、超细颗粒硬质合金材料的发展,显著提高了它的强度和韧性。硬质合金化学成份的攺进,发展了很多新牌号的硬质合金,可适应多种不同工艺条件的切削要求。加压烧结等新制造工艺的开发和应用,大大的提高了硬质合金的内在性能和质量。中小规格的钻头、立铣刀、丝锥等刀具现在很多都使用整体硬质合金制成,使切削效率大大提高。但目前我国生产的硬质合金刀片和刀具,和发达国家的硬质合金相比,质量还有很大差距,亟待提攺进高。引进的汽车流水线上,80~90%使用昂贵的进口刀具。 |
| 3.2超硬刀具材料的发展 |
| 陶瓷和金属陶瓷刀具材料的质量,现在已有很大提高,强度和韧性增加,已可在钢材和铸铁材料的精加工和半精加工批量生产中代替硬质合金,明显提高了切削效率。 PCBN、CBN和聚晶金刚石刀具材料的制造工艺攺进提高,使其韧性提高和切削寿命明显延长。用CBN刀具加工铸铁和淬硬钢,用聚晶金刚石刀具加工有色金属,明显优于用硬质合金刀具,不仅切削效率大大提高,刀具寿命明显延长,而且加工零件质量也可提高,因此这些超硬刀具材料,生产应用不断扩大。 |
| 3.3刀具涂层技术的发展 |
| 刀具涂层技术近年取得很大进展,化学涂层(CVD)仍然是可转位刀片的主要涂层工艺,新开发了中温CVD、厚膜三氧化二铝、过渡层等工艺,使涂层的韧性和耐磨性得到提高。物理涂层(PVD)技术亦有很大提高。最近又开发了适应高速切削、干切削,硬切削的耐热性更好的新涂层TiAlN,综合性能更好的通用涂层TiAlCN,润滑涂层DLC、W/C等。最近还开发了纳米涂层、多层涂层等,大幅度提高了涂层硬度和韧性。 |
四、机床工业的技术发展 |
| 4.1机床工业面临的形势 |
| 机床工业是机械制造工业的基础,振兴装备制造工业,这已成我们政府的一项基本国策。 我国的机床工业由于机床产品水平不高,在二十世纪后期连续5年全行业亏损。直到2000年, 才获得明显好转,扭转了全行业的亏损,走上快速发展轨道。但至今机床工业和先进国家相比,差距仍甚大。 2001年我国的机床产量为19.21万台,其中数控机床1.75万台,产值约10亿美元,进口机床额达24亿美元(其中数控机床1.77万台, 金额14亿美元), 出口机床2.9亿美元。 2002年全年生产机床23.19万台,其中精密、数控机床占2.87万台。2002年1 - 6月我国进口机床55845台, 用汇金额13.3亿美元,比去年同期增加23.9%,进口机床不少是高水平高价格的机床,平均单价2.4万美元/台。2002年1 - 6月我国出口机床250.72万台,金额1.46亿美元, 比2001年同期增加5.7%。应注意我国出口机床主要是钻床、砂轮机,锯床,普通车床等低水平低价格机床,平均单价仅为58.2美元/台。从我国机床的进出口情况,也可说明中国的机床工业处在甚低的技术水平。 2003年我国机床年生产量是30.7万台,其中数控机床3.6万台,产值约29.1亿美元。2003年我国进口机床用汇金额超过40亿美元,其中主要是精密和数控机床,是世界第一大机床进口国。我国2003年机床消费额超过67亿美元,比上一年增加了27%, 是世界第一大机床消费国。国产机床自我市场的满足率不到44%,国产数控机床的自我市场的满足率不到30%。国防尖端技术急需的大型。精密、高技术数控机床,几乎100%依靠进口。 最近世界机床工业逐年产值增加,世界上30个机床工业发达国家统计(其机床产值约占世界机床总产值的94%),2002年机床总产值322亿美元,2003年机床总产值363亿美元。但机床市场竞争剧烈,现在中国加入WTO后,进口机床关税大幅下调。进口机床总关税水平已由1996年的36%,降低到2003年9.6%,今后进口机床必然会进一步增多。因此我国的机床工业面临国外高水平机床大量进口,市场竞争更加剧烈的严峻局面。这些都迫使我们必须尽快提高机床产品水平, 集中力量攻克关键技术, 在机床工业中使用高新技术,并积极发展新型机床,满足高新技术发展的需要。 参考国外机床工业的发展动态,作者认为我国机床工业应首先应加速发展机床工业的重要核心技术: 数控技术、发展高速切削机床和精密超精密机床, 提高国产机床的水平。此外还应注意高新技术发展对机床工业提出的新需求, 供应加工微电子元器件和MEMS等的新型机床设备。 |
| 4.2数控技术的发展提高 |
| 数控技术是发展数控机床和先进制造技术的最关键技术。数控技术发展方向:高分辨率精密数控系统,多轴联动数控系统,发展以通用工业控制微机为基础的开放式数控系统。 现在世界数控技术正处在技术转变阶段,正以通用工业控制微机为基础的开放式数控系统,逐步取代过去的以专用计算机为硬件平台的封闭式数控系统。 因此, 抓紧这时机,集中投入力量, 在新起点基础上迎头赶上,是使我国数控技术早日达到世界先进水平的, 现在是不可多得的大好时机。 长期以来, 我国的数控机床依赖国外的数控系统,不仅我国的数控机床的发展受到国外的控制, 而且国外还限制对我国出口高精度数控系统和五坐标联动以上的高档数控系统。使我国数控技术长期处在严重落后状态。最近我国数控技术取得了可喜的进展,2001年中科院沈阳计算所研制成功有自主知识产权的“蓝天一号”高档数控系统。华中数控有限公司也自主开发成功, 以通用工业控制微机为基础的开放式的高水平五坐标数控系统,使我国的数控技术跃进到新的水平。华中数控公司将投资9000万元建设中国最大的数控研究、开发和生产基地。北京第一机床厂和日本大隈株式会社合资将建立我国最大的数控机床制造厂— “北一大隈机床有限公司”, 投资3.3亿人民币,年产200台数控机床起步,最终达到年产1000台数控机床的产量目标。 |
| 4.3高速切削机床技术的发展 |
| 国外在制造业已较广泛应用高速切削加工技术, 取得了很大效益,高速切削机床成为机床发展的重要方向,已取得很大成绩。这问题前面已经讲过,不再重复。 我国现在还不能生产高速切削机床,由于这项新技术应用日广,必须投入力量, 研究开发高速切削机床。 |
| 4.4精密和超精密机床技术的发展 |
| 精密和超精密机床技术的发展方向:发展大型超精密机床,普遍提高精密机床的精度,发展多功能和高效专用超精密机床。超精密机床的发展, 直接影响尖端技术和国防工业的发展,世界各国在这方面都极为重视,投入很大力量进行开发研究,这部分将在下面讲精密和超精密加工技术发展时再讲述。 |
| 4.5复合多功能加工机床的发展 |
| 为节省复杂零件的装卡辅助时间, 国外发展了车铣复合加工中心。例如日本Mazak公司的INTEGREX e-650H车铣复合加工中心, 可以进行车削、铣削、钻孔、攻丝等; 作为选件,B轴还可以进行滚齿,激光表面淬火和局部外圆磨削。德国STAMA的MC系列机床是5轴联动车铣复合加工中心,集合了棒料车床和立式5轴联动的镗铣加工中心,复杂零件可以一次装卡,完成零件的全部加工, 大大节省零件装卡的辅助时间。 |
五、精密和超精密加工技术的发展 |
| 精密和超精密加工技术的发展,直接影响尖端技术和国防工业的发展。世界各国在这方面都极为重视,投入很大力量进行开发研究, 同时技术保密,控制出口。由于光学(含激光)技术的迅速发展和多领域的广泛应用,各种高精度光学平面和曲面的加工成为迫切任务,国外发展了多种超精密车削,磨削、抛光等加工精密光学平面和曲面的机床设备。 |
| 5.1超精密机床的发展 |
| 发展超精密机床是发展超精密加工的重要内容。各发达国家都发展了多种超精密机床。超精密机床的发展方向:进一步提高超棈密机床的精度,发展大型超精密机床,发展多功能和高效专用超精密机床。 美国除了大家已知的加工直径2.1m的卧式DTM-3金刚石车床和加工直径1.65m的LODTM立式大型光学金刚石车床等两台大型超精金刚石车床外,又研制了大型6轴数控精密研磨机,用于加工大型光学反射镜。不久前美国在南卡里罗那州又加工出直径8.4m的大型光学反射镜。此大型光学反射镜, 采用现场光学玻璃熔化铸造,不制造大型研磨抛光机床, 而在现场进行在线精度检测, 根据测得的几何形状误差,进行局部研磨抛光,而制成此大型高精度光学反射镜。 英国制成OAGM2500 (2500mm×2500mm)多功能三坐标联动数控磨床,可加工和测量精密自由曲面,并且用此机床采用加工件拼合方法,加工成天文望远镜中的直径7.5m的大型反射镜。 过去相当长时期, 由于进口受到限制,我们不能购进国外的超精密机床,但在1998年我国数控超精密机床研制成功后,马上对我国开禁,现在已经进口了多台超精密机床。 我国北京机床研究所、航空精密机械研究所,哈尔滨工业大学等单位,现在已能生产若干种数控超精密金刚石机床。图8a所示是北京机床研究所制成的加工直径800mm的超精密车床,图8b所示是哈尔滨工业大学研制的超精密车床,机床有两坐标精密数控系统和激光在线测量系统。但必须承认,这方面的技术,和国外相比还有很大差距,国产超精密机床的质量亟待提高。现在我国正在研制加工直径1m以上的立式超精密机床和加工KDP晶体大平面的超精密铣床等。 |
 |
图8 国产数控金刚石超精密车床 |
| 5.2非球曲面精密磨削研磨技术的发展 |
| 日本以超精密车床为基础,结合ELID镜面磨削技术,发展了加工回转体非球曲面的ELID精密镜面磨床(见图9); 后来又发展了三坐标联动数控ELID精密镜面磨床, 可加工精密自由曲面,达到镜面。 高精度自由曲面现在应用日广,国外已有多种带在线测量系统的多坐标数控研磨抛光机,我国应尽快研制开发这方面的产品。曲面的精密研磨抛光国外最近发展了两种新加工方法,第一种是用磁流体进行抛光,第二种用气囊进行抛光。 磁流体抛光的原理是用永久磁铁或电磁铁工具, 将混有磨料的磁流体吸附在工具上面,对工件表面进行抛光。由于磁流体外形可以随工件外形而自动变化,因此对磁铁工具外形无严格要求,很容易加工制造。可以用平面工具吸附磁流体进行抛光。也可用杆状工具,一端吸附磁流体,代替立铣刀在多轴数控联动机床上,对自由曲面进行抛光。磁流体抛光可使加工表面达到很高的质量。 |
 |
| 不久前英国Zeeko公司研制成功加工精密曲面的气囊抛光新工艺方法。图10a所示是这Zeeko气囊抛光曲面方法的工作原理。抛光工具是外面包有磨料薄膜层的胶皮气囊,抛光工具结构如图10b所示。抛光工作时, 工具气囊旋转形成抛光运动,工件对气囊抛光工具作相对的进给运动, (一般是工件作三轴联动的进给运动),使工件的全部表面都被能抛光加工。抛光工作时, 工具气囊还同时作摆动(摆动中心为汽囊曲面的曲率中心),使磨料薄膜层均匀磨损。由于工具气囊具有弹性,可以自动适应工件的曲面形状,故同一工具可用于抛光不同外形的曲面。这新的曲面抛光方法可以获得质量甚高的抛光表面。 |
| 5.3超大规模集成电路制造技术的进展 |
| 过去30年集成电路获得飞跃发展的发展,现以全球最大的芯片制造商英特尔公司(Intel)的计算机芯片为例说明集成电路的发展。 英特尔公司自1971年开始生产计算机芯片以来,已更新换代十多次。芯片的性能和集成度,在这一次次的更新换代中, 得到大幅度提高。1971年英特尔公司的4004芯片,时钟速度仅为108 kHz,内含晶体管2300个,最小线宽为10 μm ;1999年英特公司的Pentium III 芯片(奔腾III芯片),时钟速度已经高达1 GHz,在面积为217 mm2的芯片内, 有晶体管2800万个,最小线宽为0.18 μm。最近2001年3月英特尔公司推出的Pentium 4电脑的时钟速度高达1.7 GHz,最小线宽0.13 μm,在面积为116 mm2的芯片内,晶体管数超过4200万个。计划十年内时钟速度达到10 GHz,30年来计算机芯片速度和集成度提高了13000倍,线宽从1971年的10 μm缩小到0.13 μm。最近新的芯片时钟速度已高达2.8 GHz。 现在制造集成电路的光刻技术使用的光波是深紫外光(光波长为0.24 μm),已达到的最小线宽为0.13 μm。从理论分析这光刻加工技术的极限为0.1 μm。光刻中最小的光刻线宽和光波的波长有关,光刻时的光班直径等于半波长。国外正在研究进一步缩小芯片上电子元件的尺寸和光刻的线宽,这只有使用更短波长的超紫外光曝光光源。这使用超紫外光的光刻方法,将有可能使光刻的线宽达到70 nm以下。但是超紫外光会被空气吸收, 因此,光刻需在真空中进行,这对大规模工业生产将增添困难。国外现在制造超大规模集成电路用10″- 12″晶片,制造时已用数字控制柔性生产线加工,因此,新集成电路块能很快试制出来,并且批量不很大的集成电路也能接受生产,价格也不贵。 我国微电子工业近年获得飞跃发展,我国现在制造大规模集成电路的水平是:已能用8″硅晶片制造大规模集成电路,光刻能达到的最小线宽为0.18μm。我们正在努力研究发展10″~12″晶片、线宽0.13~0.1μm的大规模集成电路制造,希望能尽快赶上世界先进水平。 |
六、机械制造自动化技术的发展 |
| 从计算出现以后,机械制造自动化的发展是柔性自动化的发展过程:从数控机床→加工中心→柔性加工单元→柔性制造系统。同时机械设计、工艺规程编制、车间调度、车间和工厂管理,成本核算等也都用计算机管理,这样就出现了CAD/CAM一体化,并在20世纪80年代提出了全部工厂生产管理都由计算机控制管理,达到全盘自动化的CIMS设想,认为这是机械制造业的今后发展方向。 但实际推广CIMS技术却是到处碰壁,这是因为一个机械制造企业要全部由计算机控制管理,不仅技术难度极大,需要极大的投资,而且企业全部由计算机控制管理,根本无法适应机械制造技术的快速发展和机电产品的多变和快速更新。 计算机技术的发展,提出了计算机仿真和虚拟制造,包含在计算机上进行加工过程碰撞仿真、加工精度仿真、调度仿真、制造过程仿真(虚拟制造)、装配过程仿真(虚拟装配)。对机械制造业中的设计、制造、调度管理都有极大帮助。后来又提出并行工程,使机械制造中原来需要先后顺序进行的工作,攺成并行或部分并行的工作,大大缩短了生产周期。 20世纪90年代随因特网的出现应用,提出了敏捷制造(或网络制造)的新制造模式。应用因特网,可使不同地区的单位间,实现快速大信息量的传输交流,使机械制造业可以将不同地区的工厂、设计单位和研究所通过因特网组合在一起,分工协作,、发挥各单位特长,共同开发、研制并生产某大型新产品。因系多单位协作,发挥各自特长,并行作业,故可快速、优质、低成本地进行大型新产品研制与生产,这就是敏捷制造(或网络制造)的概念。敏捷制造是多单位的协作生产(有一单位是主持的主导单位),可以包含基层单位中的局部的计算机控制管理自动化(CIMS)、FMS、CAD/CAM,可以灵活机动地采用虚拟制造、虚拟装配、并行工程等各种先进工艺和管理方法,最终达到快速、优质、低成本地进行生产或研制新产品。 美国波音777大型民用客机的研制,可以认为是敏捷制造的综合应用实例。美国研制波音777大型民用客机是以西雅图为中心,集中南北51英里,11个地区的很多个工厂研究所协作研制,参加人员包含制造、供应、用户等共7000多人。全部研制工作中,实现无图纸生产, 采用各种计算机控制管理,虚拟设计和虚拟制造,并行工程,CAD/CAM一体化技术等一切能采用的自动化设计,制造,管理等生产办法。最后.波音777大型民用客机一次研制试飞成功,全部设计研制周期仅27个月。而这之前,同样复杂程度的波音767大型民用客机的研制周期为40个月。从这实例可以看到综合应用敏捷制造的新制造模式的优越性。 欧盟协作生产空中客车大型民用客机,可以认为是综合应用敏捷制造的新制造模式的另一实例。空中客车大型民用客机主要是法国、英国和德国合作生产。跨越英吉利海峡的三个国家的一百数十个工厂、研究所和设计单位,共同参加合作研制生产,最后较快、较好的完成了研制和生产任务。 |
七、用扫描探针微显微镜进行纳米级精加工和原子操纵 |
| 扫描探针微显微镜开始时仅用于表面微观形貌的检测。现在用途已大大扩展, 已用于纳米级微结构的精密加工和原子操纵,下面作简单介绍。 |
| 7.1用AFM的探针直接进行雕刻加工 |
| 原子力显微镜使用高硬度的金刚石或Si3N4探针尖,可以对试件表面直接进行刻划加工。可改变针尖作用力大小来控制刻划深度,按要求形状进行扫描,即可获得要求的图形结构。用SPM探针可以刻划出极小的三维立体图形结构,图11中是哈工大纳米技术中心用AFM加工出的两种立体征結构, 可看到用这种方法可以雕刻出侧壁较陡峭而深的凹槽和其他立体微结构。 |
 |
| 7.2用SPM进行电子束光刻加工 |
| 当AFM使用导电探针时,控制探针和试件间的偏压,由于针尖端极尖锐可以将针尖处的电子束聚焦到极细。再采用常规的光刻工艺,即可获得极精微的光刻图形。图12中是Stanford大学Quate等用SPM对Si表面进行光刻加工, 获得的纳米细线宽度为32 nm,刻蚀深度为320 nm,高宽比达到10:1。美国IBM公司的McCord等用AFM在Si表面进行光刻加工, 获得线条宽为10 nm的图案。 |
| 7.3用局部阳极氧化法加工纳米结构 |
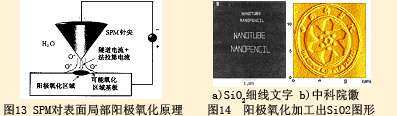
| 使用SPM的探针尖,对试件表面进行局部阳极氧化方法的原理, 见图13。在反应过程中,针尖和试件表面间存在隧道电流和电化学反应, 针尖是阳级反应的阴极,试件表面为阳级(即试件的偏压为正),吸附在试件表面的水分子起到了电化学反应中的电解液作用,提供氧化反应中所需的HO-离子。 图14a是Stanford大学Dai等用SPM在氢饨化的Si表面,用阳极氧化法加工出的SiO2细线组成的“nanotube”和“nanopencil”等字, 可看到写成的字甚小。实验中用的AFM探针尖为多壁碳纳米管,针尖的负偏压为 -7 ~ -15 V,SiO2细线宽度仅10 nm。图14b所示, 是中科院真空物理实验室用STM在P型Si(111)表面用阳极氧化法制成的SiO2图形的中科院院微图形的微结构。 |
 |
| 7.4纳米点的沉积加工 |
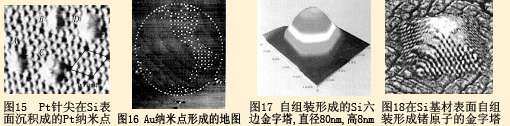
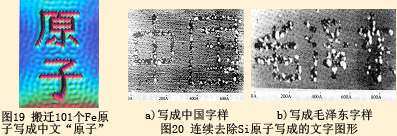
| 在一定的脉冲电压作用下,SPM针尖材料的原子可以迁移沉积到试件表面,形成纳米点。改变脉冲电压和脉冲次数,可以控制形成的纳米点的尺寸大小。 图15中所示, 是黄德欢用STM的Pt针尖在试件Si(111)―7×7表面上加工出的Pt纳米点实例。实验时Pt针尖和试件表面距离约0.4 nm,在针尖施加一个 ―3.0 V, 10 ms的电压脉冲,由于电流急剧增加,温度大幅度升高,针尖的Pt原子向试件迅速扩散,形成一个纳米尺度的联接桥,由于STM工作在恒电流反馈状态,针尖回缩使形成的纳米桥断裂。残留在试件表面的Pt材料, 构成图中的Pt纳米点。一个脉冲加工得到的纳米点, 直径约为1.5 nm;两个脉冲加工而成的纳米点,直径约为2 nm。 Mamin 等用Au针尖的STM, 在针尖加 -3.5~ -4V的电压脉冲,在黄金表面沉积加工出直径10 ~20 nm,高1~2 nm的Au纳米点。用这些Au纳米点,描绘出直径约1μm的西半球地图,如图16所示。这是用黄金制成的,最小的世界地图。 |
 |
| 7.5三维立体纳米微结构的自组装生成 |
| 使用SPM,控制工作环境条件(主要是: 针尖一试件间距离,外加偏压,和环境温度)可以自组装生成三维立体纳米微结构,下面是两个具体实例。 日本NEC公司在600℃高温条件下,通过增大STM针尖和试件Si(111)表面之间的负偏压,使试件表面的Si原子自动聚集到STM的针尖下,自组装而形成一个纳米尺度的六边形金字塔,如图17所示。此金字塔的直径约为80 nm,高度约为8 nm。这是使用STM实现原子三维空间的立体搬迁,自组装形成立体结构。 美国惠普公司,利用STM在特定的温度和加大负偏压的条件下,在Si基材表面上,实现三维立体搬迁表面上的锗原子,自组装而形成四边形金字塔形的锗原子量子点,如图18所示。该锗原子组成的金字塔底宽约10 nm, 高约1.5 nm。 |
| 7.6原子操纵构成微結构图形 |
| 使用SPM进行原子操纵,可以实现搬迁原子,增添原子和去除原子,构成微結构图形,下面是两个实例。 1993年Eigler等在铜Cu(111)表面上成功地移动了101个吸附的铁原子,写成中文的“原子”两个字,(见图19),这是首次用原子写成的汉字,也是最小的汉字。 1994年中科院北京真空物理实验室庞世谨等, 使用STM针尖在Si(111)―7×7表面连续移走Si原子,形成沟槽, 写成中国 (图20a)和毛泽东 (图20b)等字的图形结构。 |
 |
八、微机械和微机电系统制造技术的进展 |
| 近年微机械和微机电系统发展迅速,相应的促进了微机械和微机电系统制造技术的发展。 |
| 8.1微硅零件的立体光刻腐蚀加工 |
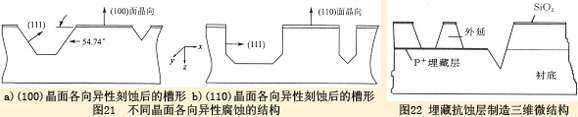
| 微机械和微机电系统中使用得最多的材料是硅,单晶硅的(100)、(110)和(111)晶面具有各向异性的特性,在使用“KOH+H2O”作为腐蚀剂时,(100) 、(110)、(111)晶面的蚀刻速率比大致为400 : 100 : 1。可以应用各向异性刻蚀法加工立体微硅器件。现在立体光刻腐蚀加工技术已是制造三维立体微硅器件的最基本方法之一。 硅晶体进行各向异性刻蚀时可刻蚀的晶面为(100)和(110) 晶面,这两晶面经各向异性刻蚀后,得到的基本刻蚀形状是不同的。各向异性刻蚀在自由刻蚀状态下,终止的面都是(111)晶面。因被刻蚀的(100)、(110)晶面和晶体内的(111)晶面的相互位置不同,得到的各向异性刻蚀结构形状也就不同了。在相同掩膜形状时,图21a所示是(100)晶面各向异性刻蚀后的槽形,21b图所示是(110)晶面各向异性刻蚀后的槽形。设计硅微结构时,如果这硅微结构准备用立体各向异性刻蚀方法制造,则必须考虑所用的晶面和晶体方向, 以及刻蚀后形状能否符合所设计的微结构要求。 硅晶体各向异性刻蚀制造立体微結构时,常和其他工艺結合进行。如在硅晶体中埋藏局部P+抗蚀层时,可限制该处的腐蚀深度,形成特殊结构,如图22所示。立体刻蝕和牺牲层工艺結合可用于制造微硅加速度计。 |
 |
| 8.2 微器件的精密机械加工 |
| 现已有多种小型精密高速机床(主轴转速50000 r/min以上), 使用微小刀具加工微型器件。在微小型加工中心上,可加工极小的精密三维曲面,图23所示,是日本Fanuc公司生产的加工微型零件的ROBOnano Ui五轴联动加工中心。以及在这台加工中心上用微型单晶金刚石立铣刀加工出的人像浮雕。 |
 |
图23 日ROBOnano Ui加工中心及所加工的曲面试件 |
| 8.3微器件的特种加工 |
| 电火花加工, 线切割, 超声加工和激光加工等特种加工技术都已用于加工微型元器件,其中电火花加工, 线切割, 超声加工可达到相当精度,图24中是用不同电火花加工法加工出的几个微型工件实例。超声波加工法可在脆性材料上加工成型孔,已用超声波加工法在石英玻璃上加工出Φ5μm微孔。准分子激光因光的波长短,热作用区集中,适宜于加微型件。图25a所示,是用激光在钛合金细管上切割的成形槽,图25b所示,是用准分子激光在一根头发上刻的小字。 |
 |
图24 电火花加工出的微型精密零件 |
 |
图25 激光加工微型工件实例 |
| 8.4 LIGA技术 |
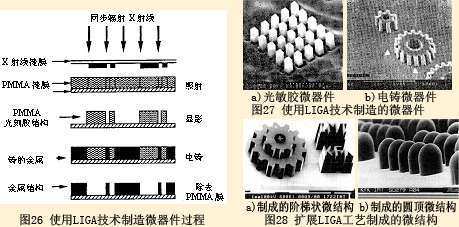
| 它是由深度同步幅射X射线光刻,电铸成型,塑铸成型等技术组合而成的综合性技术。用这方法可以制作各种微器件和微装置,材料可以是金属、陶瓷和玻璃等,可以制作微形件的最大高度1000μm,槽宽0.5μm以上,高宽比大于200的立体微结构。刻出的图形侧壁陡峭,表面光滑。图26是使用LIGA技术制造微器件过程。图27所示,是使用LIGA技术制造的光刻胶模型和微器件。过去使用LIGA技术只能制造上下形状一致的微器件,现在这技术又有发展。图28所示,是这方法加工阶梯状零件,和上端部为半球状的零件。 |
 |
| 8.5 微型件的精微塑性成形加工 |
| 精微塑性成型加工技术已成功地制造多种微型器件。图29a所示,是用塑性成型法加工的微小螺丝,螺纹部分直径20~50 μm。图29b所示,是Gunm大学研制的微型超塑挤压机,可以用于加工制造微型齿轮轴等多种微型零件。 |
| 8.6微型机械的装配 |
| 因微型零件太小,人工装配困难,因此为装配微型机械,已制造了多种微型夹持器、机械手和自动化装配装置。图30a所示, 是应用压电传感驱动的微夹持器,图30b所示, 是应用热敏驱动的微夹持器。国外已开发了多种微型机械和微机电系统的自动装配机。 最近国外研制了制造微型机械的微型工厂。 图31中是一个日本某学校研制的微型工厂,内有车床,加工中心,冲床,装配机等。这微型工厂遥控监测操作,整个工厂为体积625 mm×490 mm×380 mm,重量 约34kg。 |
 |
图31 日本的微型机械制造厂(重量约34kg 体积 625mm×490mm×380mm) |
Copyright(C) 2004 工具技术, All Rights Reserved
E-mail:toolmagazine@chinatool.net
电话:(028)83242219 83242240