
高速切削加工技术的现状和发展(3)中国工程院院士、山东大学 艾兴教授 |
|||
五、高速切削加工的安全技术 |
|||
(1)高速旋转刀具的平衡 |
|||
| 高速切削旋转刀具系统必须平衡,但应根据其使用速度范围予以平衡,以达到最佳经济条件。一般在6000rpm以上必须平衡,以保证安全。要求G≤2.5, G为平衡品质(mm/s),即反映刀具平衡量与转速关系的参数。 |
|||
| e-偏心(g×mm/Kg) M-刀体质量(Kg) ω-角速度(r/s) m-不平衡量(g) N-转速(rpm) r-不平衡半径(mm) U-残余不平衡量(g×mm) 残余不平衡量 U= m × r |
|||

|
|||
动平衡线图 |
|||
 |
|||
| SHENCK动平衡仪 |
|||
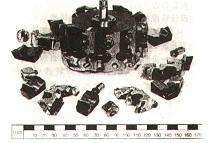
高速切削刀具的安全性:防止离心力造成刀体与夹紧零件破坏和刀片的夹紧不可靠。 高速切削刀具破坏实例: |
|||

|
 |
||
在5000 rpm时刀片甩出的面铣刀 |
在36700 rpm时爆碎的面铣刀 |
||
 |
|||
36000 rpm时弯曲与折断的直径12 mm的带柄立铣刀 |
|||
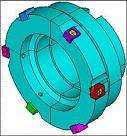
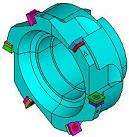
(2)可转位刀具安全性 |
|||
 |
 |
 |
|
(a)立装可转位铣刀 |
(b)平装可转位铣刀 |
螺钉分析
|
|
可转位面铣刀 |
刀片外移和螺钉弯曲
|
||
 |
 |
||
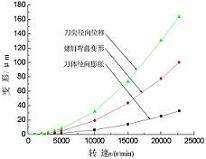
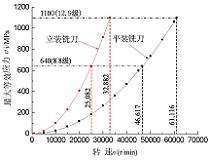
旋转速度对刀具变形的影响 |
金属去除率对螺钉最大等效应力的影响 |
||
 |
|||
不同装夹方式下的螺钉极限转速 |
|||
| 分析结果表明:从安全性看,对可转位面铣刀刀具,旋转离心力造成刀片夹紧,螺钉的破坏和刀体的变形有最主要的影响,立装铣刀优于平装铣刀。 | |||
(3)整体硬质合金(<0.5um)立铣刀的安全性 |
|||
 |
 |
||
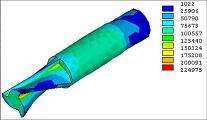
φ10mm立铣刀(三齿)仅受离心力作用的应力图(n=10,000r/min) |
φ10mm立铣刀(三齿)刀具受离心力、切削力作用的应力图 (n=10,000r/min,Q=39 cm3/min) |
||
 |
|||
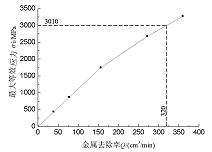
金属去除率对φ10mm刀具应力的影响 |
|||
| 对于小直径整体式硬质合金铣刀而言,旋转离心力对刀具的变形、应力分布影响很小,完全可以忽略不计。其应力水平的高低是由切削力决定的。 | |||
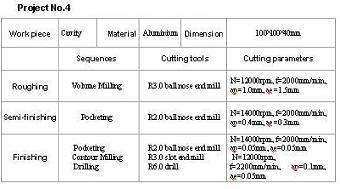
六、高速切削加工技术的应用实例 |
|||
 |
|||
陶瓷刀具车削淬硬钢(HRC60~62) |
|||
 |
 |
||
 |
 |
||
 |
|||
 |
|||
 |
|||
| 30D箱体加工示意图 |
|||
七、高速切削加工技术展望 |
|||
| 高效率、高精度、高柔性和绿色化是机械加工领域的发展趋势。高速切削加工技术必将沿着安全、清洁生产和降低制造成本的方向继续发展,而成为21世纪切削技术的主流 切削速度目标: 铣加工铝及其合金10000m/min;铣加工铸铁5000m/min;铣加工普通钢2500m/min。 钻削铝及其合金30000r/min,钻削铸铁20000r/min,钻削普通钢10000r/min。 进给速度目标20~50m/min,进给量1.0~1.5mm/齿。 铝及其合金等有色金属和碳纤维增强塑料等非金属材料的切削速度主要受限于机床主轴最高转速和功率。在高速加工机床领域,具有小质量、大功率的高速电主轴、高加速度的快速直线电机和高速精密数控系统,以及配套的高速轴承及其润滑技术、刀库技术和自动换刀装置及监控技术等正在迅速发展,可望达到更高的加工水平。 铸铁、钢及其合金、钛及钛合金、高温耐热合金等超级合金以及金属基复合材料的高速切削加工目标主要受刀具寿命困扰,发展新型高温力学性能(硬度、强度与断裂韧性)和高抗热震性能更高的高可靠性的刀具材料对进一步发展高速切削技术具有决定性的意义。 现有高速切削刀具材料PCD、CBN、陶瓷刀具、金属陶瓷、涂层刀具和超细硬质合金刀具等仍将起主导作用,并将得到新的发展。进一步发展新型高温力学性能和高抗热震性能的高可靠性的刀具材料(包括自润滑刀具材料),特别是为加工超级合金和高性能新型工程材料和高速干切削的刀具材料是发展的重点。 金刚石刀具领域,人工合成单晶金刚石和金刚石厚膜涂层刀具具有更好的优越性,随技术日益成熟和成本降低,可望成为高速切削有色金属和非金属材料比较理想的刀具材料。 陶瓷刀具有独特优越性,可望通过多种强韧化机理(如微-纳、纳-纳等)大幅度提高其性能,它将成为高速切削钢、铁材料的最有前途的刀具材料之一。 涂层刀具在高速切削加工技术领域具有巨大潜力,通过深入研究涂层技术和涂层物质,如高强度的硬质合金粉末表面涂层、CBN涂层,纳米涂层等进一步提高其性能,可望成为高速切削加工最具有诱人吸引力的刀具材料。 在发展高速切削加工技术领域,开发高效复合切削技术和高性能切削技术及其多功能与专用刀具,是提高切削效率和加工质量十分有效的方法之一,如下图所示,它是高效切削加工技术的重要发展方向。 |
|||
 |
 |
 |
|
侧铣和面铣复合加工刀具 |
钻镗复合的多功能刀具 |
叶根轮专用槽铣刀 |
|
| 高速切削过程的机床、刀具和工件质量的智能监控技术将得到更加重视和发展。 | |||
八、结束语 |
|||
| 高速切削加工技术是一项全新的、正在发展之中的先进实用技术,在工业发达国家已得到广泛的应用,取得巨大的经济和社会效益。在我国高速切削加工技术的开发和应用还处于初步阶段,还有大量研究、开发工作需要进行。但国内已进口了大批高速加工设备,也开发了多种高速机床和加工中心,还有许多可供应高速切削刀具系统的工具企业,只要充分认识高速切削加工技术的优越性和诱人的巨大经济效益的潜力,完全有可能迅速把我国高速切削加工技术的应用推进到一个新水平。 | |||
Copyright(C) 2004 工具技术, All Rights Reserved
E-mail:toolmagazine@chinatool.net
电话:(028)83242219 83242240